Рынок смешанных удобрений предъявляет всё более высокие требования к скорости поставок и разнообразию рецептур. Многие заводы рассматривают «смесительную линию» как ключевую инвестицию для роста производительности и стабильного качества, потому что именно она напрямую определяет точность дозирования, равномерность смешивания и такт фасовки. На этапе планирования проекта мы сначала уточняем целевые рецептуры, типы мешков и требуемую производительность, а затем переводим это в подбор оборудования и технологические параметры. Мы также заранее выявляем риски запылённости, сводообразования (зависания), расслоения и перекрёстного загрязнения — чтобы линия быстрее выходила на проектные показатели, была проще в обслуживании и легко масштабировалась. Если у вас есть похожая задача, свяжитесь с нами для консультации по решению.
Какие ключевые узлы нужны смесительной линии смешанных удобрений, чтобы держать дозирование и однородность в приемлемых для поставки пределах?
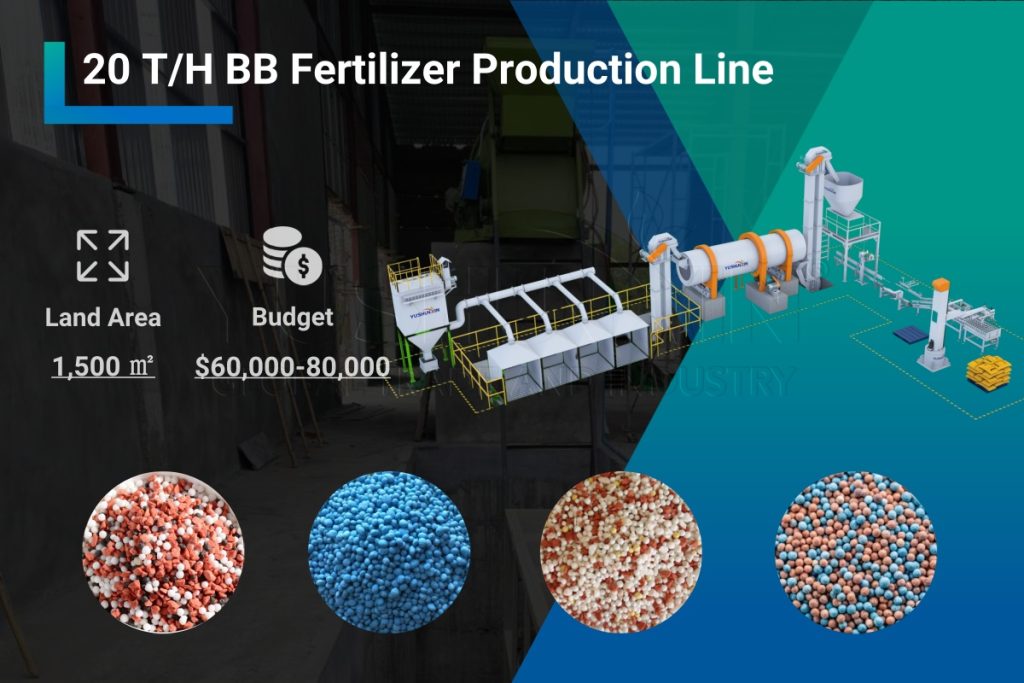
Типовая смесительная линия смешанных удобрений обычно строится вокруг основного потока: «подача — дозирование — смешивание — буфер — фасовка — аспирация/пылеулавливание». На участке подачи сырья требуются бункера, ковшовый элеватор или ленточный конвейер, а также устройства для разрушения сводов и контроль уровня, потому что гранулы мочевины, хлористого калия, MAP/DAP и т. п. при разной влажности могут зависать и подаваться нестабильно. На участке дозирования применяют многобункерные дозаторы/весы или схему с одним дозатором и многократным взвешиванием, потому что доли основных компонентов, добавок и микроэлементов в рецептуре сильно различаются. В узле смешивания чаще выбирают двухвальные лопастные смесители или барабанные смесители, поскольку конструкция влияет на время смешивания, остатки продукта и риск расслоения. Буферный бункер и приёмная воронка должны соответствовать такту фасовки, потому что остановка фасовочной машины нарушает непрерывность подачи на предыдущих стадиях. Система пылеулавливания должна охватывать точки загрузки, смеситель, фасовочный узел и места пересыпки, потому что пыль ухудшает условия труда, приводит к отклонениям рецептуры и ускоряет износ оборудования. Мы компонуем эти модули с учётом высоты здания и маршрутов логистики, чтобы на той же площади получить более плавный и стабильный такт работы.
Как смесительная линия решает противоречие «быстрая смена рецептуры» и «минимум перекрёстного загрязнения»?
Скорость смены рецептуры и контроль перекрёстного загрязнения часто конфликтуют, поэтому линию важно проектировать одновременно по конструкции и по регламентам. По конструкции смеситель должен иметь минимум «мёртвых зон» и остатков, а также удобный доступ для осмотра и очистки, потому что остатки переносятся в следующую партию при смене рецепта. В транспортировании стоит избегать длинных шнеков и сложных поворотов, по возможности выбирать решения, которые легче чистить (лента/элеватор), потому что остатки в транспортных участках сложнее отслеживать. По стратегии дозирования можно закрепить часто используемые основные компоненты за постоянными бункерами, а редкие добавки вынести в мобильные ёмкости или отдельные станции ввода малых компонентов — это уменьшает частоту чисток и сохраняет гибкость рецептур. В управлении производством полезно задавать порядок переходов «от светлого к тёмному, от низкого содержания к высокому», а также правила «промывочной партии» или обращения с переходным продуктом, потому что это заметно снижает риски претензий. Мы также рекомендуем быстрые точки отбора проб и логику контрольного взвешивания, потому что раннее обнаружение отклонений обходится дешевле, чем переделка.

Какие показатели по качеству, производительности и трудозатратам стоит зафиксировать заранее?
Поскольку смешанные удобрения обычно не проходят химической реакции, клиенты особенно ценят «точное соблюдение рецептуры, равномерность, стабильный внешний вид и одинаковую фасовку». По качеству важно зафиксировать допустимую погрешность дозирования, стандарт однородности смешивания и допустимую долю дробления гранул, потому что дробление ведёт к пылению и расслоению. По производительности нужно различать «теоретическую производительность оборудования» и «устойчивую производительность», учитывая смену сырья, очистку линии, ремонты и остановки фасовки, потому что именно эти факторы определяют реальные т/ч. По персоналу и управлению автоматическое дозирование и автоматическая фасовка снижают зависимость от кадров и уменьшают ошибки ручного ввода, потому что претензии по смешанным удобрениям часто связаны с отклонениями исполнения рецептуры. По энергозатратам и обслуживанию стоит оценить мощность транспортирования, расход воздуха аспирации и циклы замены расходников, потому что стоимость линии формируется не только на этапе покупки. На стадии проекта мы фиксируем эти показатели в критериях приёмки и одновременно даём рекомендации по ЗИП, периодичности обслуживания и обучению — чтобы после запуска было проще обеспечить стабильные поставки.
Ценность смесительной линии смешанных удобрений чаще всего проявляется в стабильности отгрузок и способности быстро реагировать на изменения рынка. Мы можем предложить комплектное решение: подача сырья, дозирование, смешивание, транспортирование, буферирование, фасовка и пылеулавливание, а также модульную компоновку под условия вашего цеха и целевые продукты. Команда имеет опыт в оборудовании для производства удобрений и поддерживает расширение мощностей и модернизацию. Если вы планируете строительство или обновление смесительной линии, свяжитесь с нами — обсудим задачу и подбор оборудования. Для получения более подробной информации, пожалуйста, посетите:https://www.sxmashina.com/liniya-proizvodstva-smeshannykh-udobreniy/